

ການອອກແບບດອກເຈາະ PDC ໃນປະຈຸບັນເປັນແບບແມັດທຣິກມີຄວາມຄ້າຍຄືກັນກັບສອງສາມປີກ່ອນໜ້ອຍ. ຄວາມແຮງດຶງ ແລະ ຄວາມຕ້ານທານແຮງກະທົບໄດ້ເພີ່ມຂຶ້ນຢ່າງໜ້ອຍ 33%, ແລະ ຄວາມແຂງແຮງຂອງແຜ່ນຮອງຕັດໄດ້ເພີ່ມຂຶ້ນ ≈80%. ໃນເວລາດຽວກັນ, ຮູບຮ່າງ ແລະ ເຕັກໂນໂລຊີຂອງໂຄງສ້າງຮອງຮັບໄດ້ຮັບການປັບປຸງ, ເຊິ່ງສົ່ງຜົນໃຫ້ຜະລິດຕະພັນແມັດທຣິກທີ່ແຂງແຮງ ແລະ ມີປະສິດທິພາບ.
ວັດສະດຸຂອງເຄື່ອງຕັດ
ເຄື່ອງຕັດ PDC ແມ່ນເຮັດມາຈາກວັດສະດຸຄາໄບ ແລະ ຫີນເພັດ. ຄວາມຮ້ອນສູງປະມານ 2800 ອົງສາ ແລະ ຄວາມກົດດັນສູງປະມານ 1,000,000 psi ປະກອບເປັນຮູບຊົງກະທັດຮັດ. ໂລຫະປະສົມໂຄບອລຍັງເຮັດໜ້າທີ່ເປັນຕົວເລັ່ງປະຕິກິລິຍາໃຫ້ແກ່ຂະບວນການເຜົາໄໝ້. ໂຄບອລຊ່ວຍຜູກມັດຄາໄບ ແລະ ເພັດ.
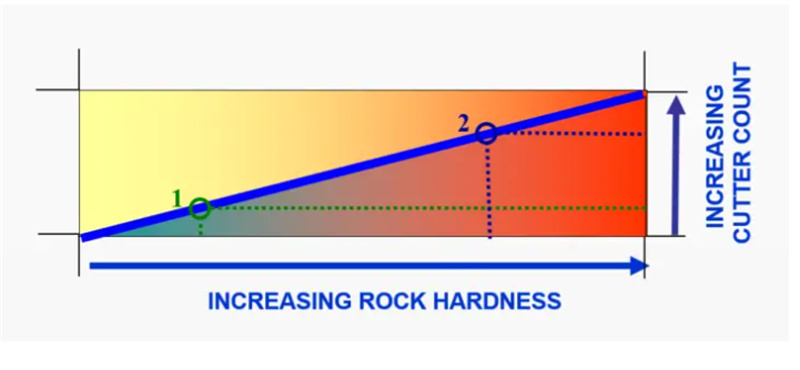
ຈຳນວນເຄື່ອງຕັດ
ໂດຍປົກກະຕິແລ້ວພວກເຮົາໃຊ້ເຄື່ອງຕັດໜ້ອຍລົງໃນຫົວຕັດ PDC ທີ່ອ່ອນນຸ້ມ ເພາະວ່າເຄື່ອງຕັດແຕ່ລະອັນຈະເຮັດໃຫ້ຕັດໄດ້ເລິກກວ່າ. ສຳລັບຮູບແບບທີ່ແຂງກວ່າ, ມັນຈຳເປັນຕ້ອງໃຊ້ເຄື່ອງຕັດຫຼາຍຂຶ້ນເພື່ອຊົດເຊີຍຄວາມເລິກຂອງການຕັດທີ່ນ້ອຍລົງ.
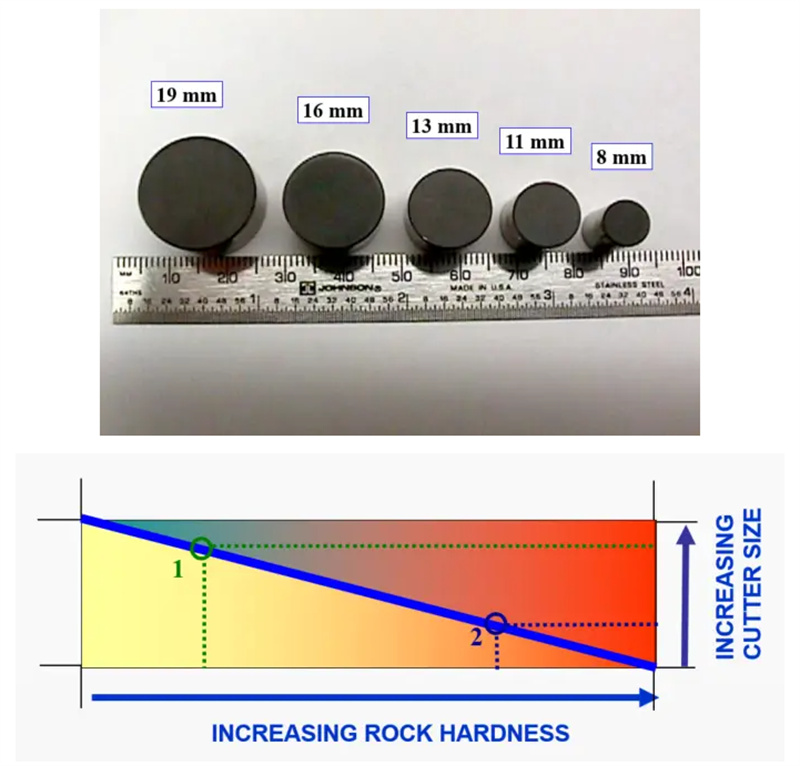
ດອກເຈາະ PDC - ຂະໜາດເຄື່ອງຕັດ
ສຳລັບຮູບແບບທີ່ອ່ອນກວ່າ, ພວກເຮົາມັກຈະເລືອກເຄື່ອງຕັດຂະໜາດໃຫຍ່ກວ່າຮູບແບບທີ່ແຂງກວ່າ. ໂດຍປົກກະຕິແລ້ວ, ຂະໜາດມາດຕະຖານແມ່ນຕັ້ງແຕ່ 8 ມມ ຫາ 19 ມມ ສຳລັບຫົວເຈາະໃດກໍໄດ້.
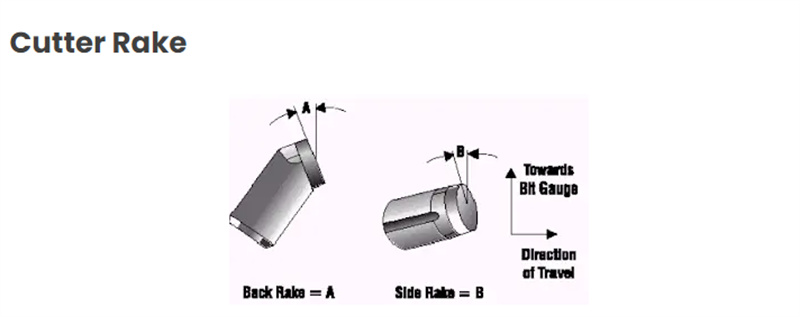
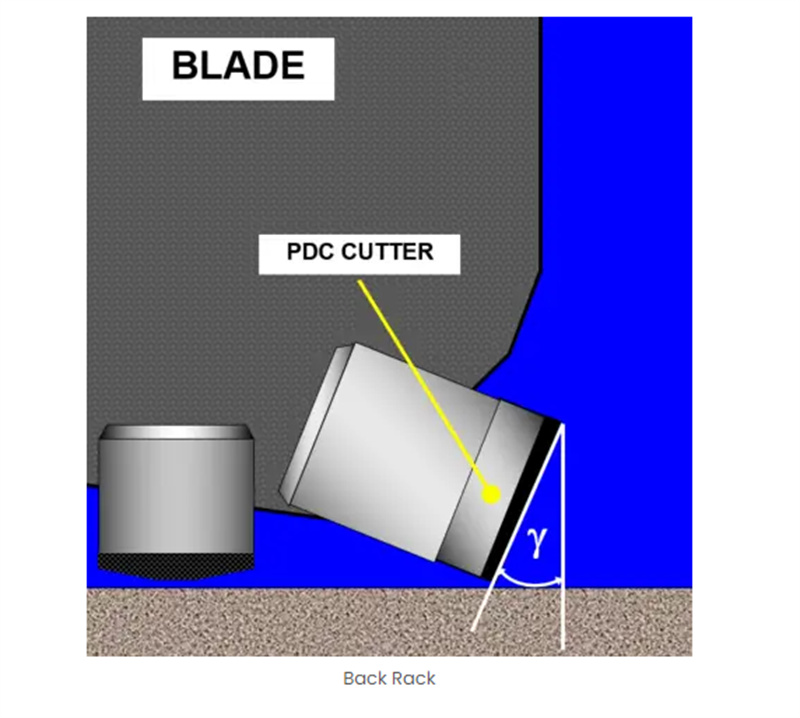
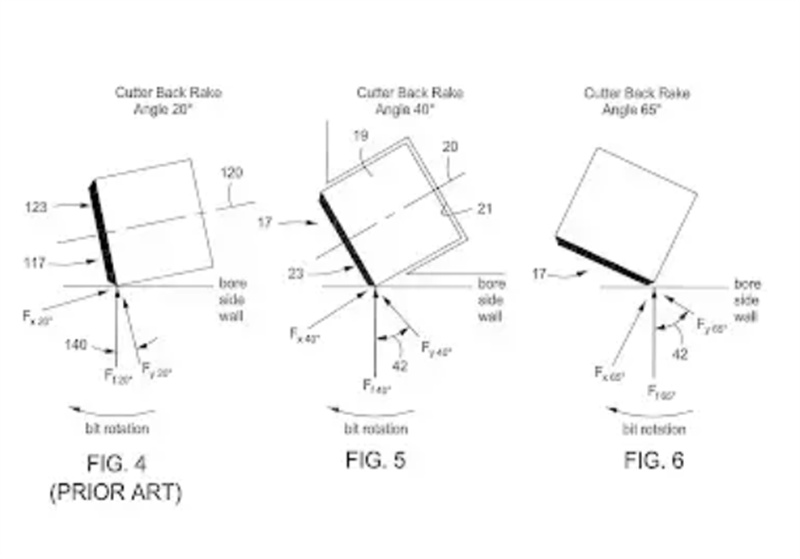
ໂດຍທົ່ວໄປພວກເຮົາອະທິບາຍທິດທາງການອອກແບບຊັ້ນວາງຕັດໂດຍມຸມກວາດດ້ານຫຼັງ ແລະ ມຸມກວາດດ້ານຂ້າງ.
●ມຸມຂອງຫົວເຈາະແມ່ນມຸມທີ່ໜ້າຂອງຫົວເຈາະສະແດງເຖິງຮູບແບບ ແລະ ວັດແທກຈາກແນວຕັ້ງ. ມຸມຂອງຫົວເຈາະແຕກຕ່າງກັນລະຫວ່າງ, ໂດຍປົກກະຕິ, 15° ຫາ 45°. ພວກມັນບໍ່ຄົງທີ່ທົ່ວຫົວເຈາະ, ຫຼື ຈາກຫົວເຈາະໜຶ່ງຫາອີກຫົວເຈາະໜຶ່ງ. ຂະໜາດຂອງມຸມຂອງຫົວເຈາະສຳລັບຫົວເຈາະ PDC ມີຜົນກະທົບຕໍ່ອັດຕາການເຈາະ (ROP) ແລະ ຄວາມຕ້ານທານຕໍ່ການສວມໃສ່ຂອງຫົວເຈາະ. ເມື່ອມຸມຂອງຫົວເຈາະເພີ່ມຂຶ້ນ, ROP ຫຼຸດລົງ, ແຕ່ຄວາມຕ້ານທານຕໍ່ການສວມໃສ່ເພີ່ມຂຶ້ນເມື່ອນ້ຳໜັກທີ່ໃຊ້ໃນປັດຈຸບັນແຜ່ລາມໄປທົ່ວພື້ນທີ່ຂະໜາດໃຫຍ່ກວ່າ. ຫົວເຈາະ PDC ທີ່ມີຫົວເຈາະດ້ານຫຼັງຂະໜາດນ້ອຍຈະຕັດໄດ້ເລິກຫຼາຍ ແລະ ດັ່ງນັ້ນຈຶ່ງມີຄວາມກະຕືລືລົ້ນຫຼາຍຂຶ້ນ, ສ້າງແຮງບິດສູງ, ແລະ ມັກຈະມີການສວມໃສ່ທີ່ເລັ່ງຂຶ້ນ ແລະ ມີຄວາມສ່ຽງສູງຕໍ່ຄວາມເສຍຫາຍຈາກການກະທົບ.
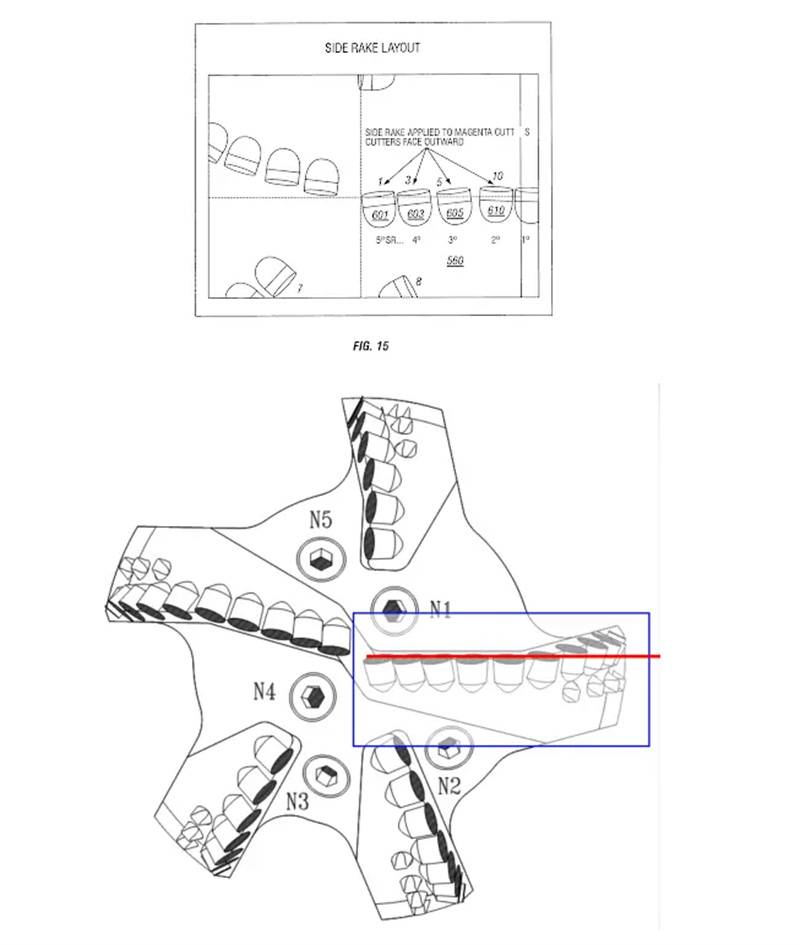
● ມຸມຂອງເຄື່ອງຕັດຂ້າງແມ່ນມາດຕະການທີ່ທຽບເທົ່າກັບທິດທາງຂອງເຄື່ອງຕັດຈາກຊ້າຍຫາຂວາ. ມຸມຂອງເຄື່ອງຕັດຂ້າງມັກຈະນ້ອຍ. ມຸມຂອງເຄື່ອງຕັດຂ້າງຊ່ວຍໃນການເຮັດຄວາມສະອາດຮູໂດຍການຊີ້ນຳການຕັດໄປຫາວົງແຫວນດ້ວຍກົນຈັກ.


ເວລາໂພສ: ສິງຫາ-10-2023